继富士康后,又一估值千亿中国企业将进军A股!
40亿利润,500亿资产,1300亿估值,宁德时代将成为A股迎接的第一只千亿电池独角兽。
近日,国内最大的动力电池生产商宁德时代更新了其招股说明书,随着这份去年11月提交的招股说明书一同更新的,还有宁德时代去年的财务报表——2017年宁德时代净利润达39.72亿元,同比增长31.4%。营收199.96亿,资产总额496.62亿元。
40亿利润,500亿资产,1300亿估值!正在改革的A股迎来一只巨型独角兽。这次上市,宁德时代拟发行不超过 217,243,733 股,占发行后总股本的比例不低于 10.00%,本次发行预计募集资金总额为 131.2亿元。宁德时代的上市估值或高达1312亿元,一旦其在深交所上市通过,宁德时代将成为当之无愧的动力电池第一股。
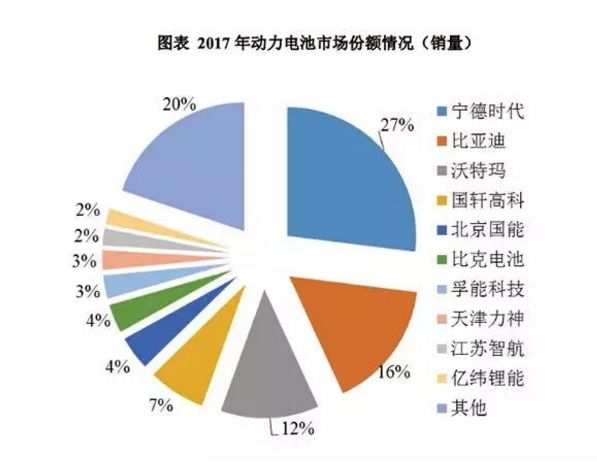
此外在出货量方面,2017年已公布业绩的14家锂电池上市公司中,宁德时代动力电池销量首次超越松下电器和比亚迪,销量达到11.84GWh,成功问鼎。这家制造业公司是如何在7年时间完成千亿级的突飞猛进?
搭上新能源车春风的巨型独角兽
2008年,中国政府开始鼓励新能源汽车发展,混动、纯电动汽车的直接动力来源——车载动力电池,需求逐年扩大。
2011年12月,时任苹果手机电池最大供应商新能源科技(ATL)总裁曾毓群看到了其中的生意,和曾任东莞新能源研发总监的黄世霖主导成立了宁德时代新能源科技有限公司(CATL),将车载动力电池作为新兴业务独立发展。

图:曾毓群
2015年,在中国政府坚持不懈的推广下,国内新能源车销量增长迎来第一轮爆发,新能源车产量一年之内增长4倍,达到33万辆。随之而来的,则是车载动力电池产能的指数型增长——当年,宁德时代的动力电池产量从2014年的0.27GWh攀升到2.19GWh,增长率超8倍。也是在这一年,宁德时代改组为股份有限公司。
由于有ATL做电池的积累,宁德时代很早便得到了市场认可,在2012年就成为了华晨宝马的动力电池供应商。得到豪华品牌车企的认可成为宁德时代除技术之外打开市场的又一利器。到2016年,宁德时代在动力电池上的产能继续倍增,达到6.8GWh,仅次于自产自销的比亚迪。而到2017年,宁德时代则在市场份额上完成了对比亚迪的超越。
2015年-2017年3年,中国新能源车销量从33万辆涨至50.7万辆,又从50.7万辆升至77.7万辆。宁德时代借着中国新能源车市场高速增长的态势,完成了资产从86.7亿到285.8亿再到496.6亿的三级跳,坐稳国产动力电池企业的第一把交椅,同时也成为全球动力电池出货量最高的企业。

与此同时,中国政府不断向新能源车产业倾斜资源,以补贴+政策的方式立起新能源车的下游市场和上游产业链后,开启了动力电池的产业整合。通过颁布《汽车动力电池行业规范条件》(征求意见稿),政府为锂离子动力电池单体企业划下年产能力不低于 80 亿瓦·时的红线。根据《促进汽车动力电池产业发展行动方案》规划,到 2020 年,国家鼓励并培育形成产销规模在400(40GWh) 亿瓦时以上、具有国际竞争力的龙头企业。从政策层面,中国政府支持和鼓励动力电池企业做大做强。
产能规模最大、与这个目标最接近的宁德时代,成为了资本市场的宠儿。
走出国门,一举拿下大众200亿欧元订单
除了IPO新动静,宁德时代还在海外拿到的新订单。
近日,宁德时代新能源科技股份有限公司成为大众集团MEB电动车项目平台的动力电池供应商。据了解,2018年大众集团将全力推进“Roadmap E”电动化战略。根据规划至2025年,大众集团共需要对外采购150千兆瓦时的电池,总的采购金额高达500亿欧元。其中已首先选定中国的宁德时代作为电池及相关技术合作伙伴,宁德时代将至少获得200亿欧元(约合人民币1567亿元)的订单,不论哪个数据,这都是全球最大的电池招标额。
知情人士透漏,此前一同竞标企业包括LG、松下、三星及力神等多家企业,最终由宁德时代拿到这笔订单,成为目前大众集团在中国境内唯一、全球内优先采购,应用于MEB平台的动力电池企业。
3月13日,大众中国总裁兼CEO海兹曼表示:“我们已经与宁德时代达成合作,宁德时代的产品将应用于纯电动汽车、MQB的混合动力以及MEB平台的新能源汽车,但需要强调的是,宁德时代生产的电池将会全部用于中国本土生产的电动汽车。”

为了满足欧洲电池的产能,宁德时代拟在欧洲建厂。
3月6日,宁德时代董事长曾毓群表示,公司正在考虑在德国、匈牙利、波兰三国中择址建厂,为包括宝马在内的车企提供动力电池,具体生产规模根据地区市场需求来决定。
曾毓群还表示,过去两年,采用低价策略和宁德时代竞争的韩国企业,在技术上没有重大突破,而宁德时代却以技术突破实现了高速增长,并超越了他们。宁德时代也在欧洲市场迎来了重大机遇。
除了在欧洲市场建厂之外,宁德时代还计划在其总部福建省宁德建设工厂。据了解,该工厂可将宁德时代的产能提高5倍,建设资金或来源于该公司的首次公开募股,建成后将成为全球最大的电动汽车电池生产商。此外,宁德时代今年5月份还将在日本设立销售办事处。目前,包括丰田、日产和本田在内多家日本汽车制造商都表示,考虑将自家电动车搭载宁德时代电池。
深度解码宁德时代,中国电芯是如何造出来的?
第一章:一颗电芯是如何诞生的?
电芯是一个电池系统的最小单元。多个电芯组成一个模组,再多个模组组成一个电池包,这就是车用动力电池的基本结构。电池就像一个储存电能的容器,能储存多少的容量,是靠正极片和负极片所覆载活性物质多少来决定的。正负电极极片的设计需要根据不同车型来量身定做的。正负极材料克容量,活性材料的配比、极片厚度、压实密度等对容量等的影响也至关重要。
活性材料的制浆——搅拌工序
搅拌就是将活性材料通过真空搅拌机搅拌成浆状。这是电池生产的第一道工序,该道工序质量控制的好坏,将直接影响电池的质量和成品合格率。而且该道工序工艺流程复杂,对原料配比,混料步骤,搅拌时间等等都有较高的要求。
这里搅拌的是电池的活性材料。
此外,在搅拌的这一过程中需要严格控制粉尘,以防止粉尘对电池一致性产生影响,在宁德时代的生产车间对粉尘的管控水平相当于医药级别。
将搅拌好的浆料涂在铜箔上——涂布工序
这道工序就是将上一道工序后已经搅拌好的浆料以每分钟80米的速度被均匀涂抹到4000米长的铜箔上下面。而涂布前的铜箔只有6微米厚,可以用“薄如蝉翼”来形容。
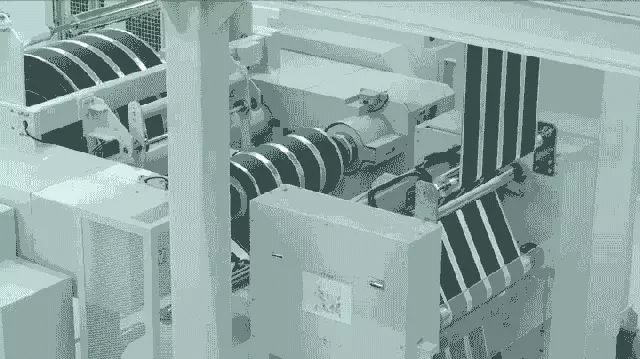
图:涂布工序最重要的是厚度和重量的一致性
涂布至关重要,需要保证极片厚度和重量一致,否则会影响电池的一致性。涂布还必须确保没有颗粒、杂物、粉尘等混入极片。否则会导致电池放电过快,甚至会出现安全隐患。
将铜箔上负极材料压紧再切分——冷压与预分切
在碾压车间里,通过辊将附着有正负极材料的极片进行碾压,一方面让涂覆的材料更紧密,提升能量密度,保证厚度的一致性,另一方面也会进一步管控粉尘和湿度。
将冷压后的极片根据需要生产电池的尺寸进行分切,并充分管控毛刺(这里的毛刺只能在显微镜下看清楚了)的产生,这样做的目的是避免毛刺扎穿隔膜,产生严重的安全隐患。
切出电池上正负极的小耳朵——极耳模切与分条
极耳切模工序就是用模切机形成电芯用的导电极耳。我们知道电池是分正负极的,极耳就是从电芯中将正负极引出来的金属导电体,通俗的说电池正负两极的耳朵,是在进行充放电时的接触点。
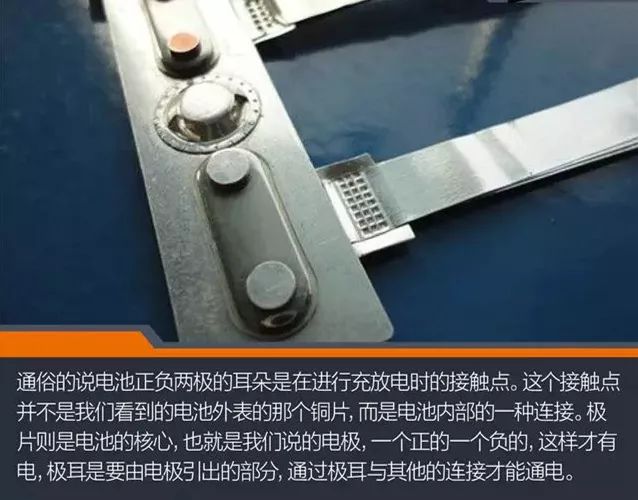
而接下来的分条工序就是通过切刀对电池极片进行分切。
完成电芯的雏形——卷绕工序
在这里,电池的正极片、负极片、隔离膜以卷绕的方式组合成裸电芯。先进的CCD视觉检测设备可实现自动检测及自动纠偏,确保电芯极片不错位。
有了CCD视觉检测设备的辅助,CATL宁德时代的电池生产车间在国际上属于自动化程度最高的电池生产车间之一。
去除水分和注入电解液——烘焙与注液
水分是电池系统的大敌,电池烘烤工序就是为了使电池内部水份达标,确保电池在整个寿命周期内具有良好的性能。
而注液,就是往电芯内注入电解液。电解液就像电芯身体里流动的血液,能量的交换就是带电离子的交换。这些带电离子从电解液中运输过去,到达另一电极,完成充放电过程。电解液的注入量是关键中的关键,如果电解液注入量过大,会导致电池发热甚至直接失效,如果注入量过小,则又影响电池的循环性。
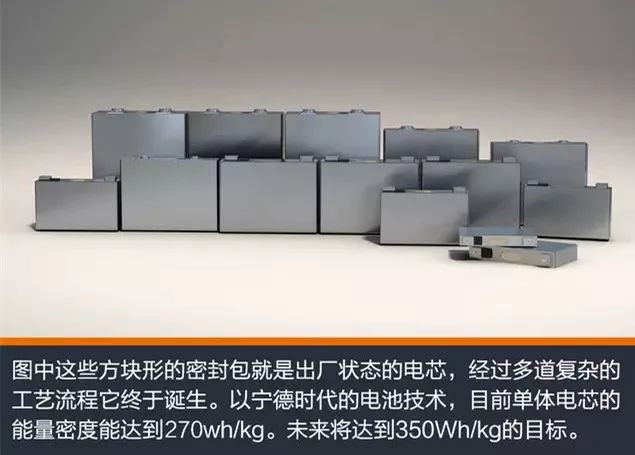
电芯激活的过程——化成
化成是对注液后的电芯进行激活的过程,通过充放电使电芯内部发生化学反应形成SEI膜(SEI膜:是锂电池首次循环时由于电解液和负极材料在固液相间层面上发生反应,所以会形成一层钝化膜,就像给电芯镀了一层面膜。),保证后续电芯在充放电循环过程中的安全、可靠和长循环寿命。将电芯的性能激活,还要经过X-ray监测、绝缘监测、焊接监测,容量测试等一系列“体检过程”。
化成工序当中还包括,对电芯“激活”后第二次灌注电解液、称重、注液口焊接、气密性检测;自放电测试高温老化及静置保证了产品性能。
所有制造好后的每一个电芯单体都具有一个单独的二维码,记录着出生日期,制造环境,性能参数等等。强大的追溯系统可以将任何信息记录在案。如果出现异常,可以随时调取生产信息;同时,这些大数据可以针对性地对后续改良设计做出数据支持。
第二章:让电芯不再“裸奔”电池包生产流程
单个的电芯是不能使用的,只有将众多电芯组合在一起,再加上保护电路和保护壳,才能直接使用。这就是所谓的电池模组。
电池模组(module)是由众多电芯组成的。需要通过严格筛选,将一致性好的电芯按照精密设计组装成为模块化的电池模组,并加装单体电池监控与管理装置。CATL的模组全自动化生产产线,全程由十几个精密机械手协作完成。另外,每一个模组都有自己固定的识别码,出现问题可以实现全过程的追溯。

从简单的一颗电芯到电池包的生产过程也是相当复杂,需要多道工序,一点不比电芯的制造过程简单。
上料
将电芯传送到制定位置,机械手自动抓取送入模组装配线。
在宁德时代的车间内从自动搬运材料到为设备喂料100%实现了自动化
给电芯洗个澡——等离子清洗工序
对每个电芯表面进行清洗(CATL宁德时代采用的是等离子处理技术保证清洁度)。这里采用离子清洁,保证在过程中的污染物不附着在电芯底部。
为什么要采用等离子清洗技术?原因在于,等离子清洗技术是清洗方法中最为彻底的剥离式清洗方式,其最大优势在于清洗后无废液,最大特点是对金属、半导体、氧化物和大多数高分子材料等都能很好地处理,可实现整体和局部以及复杂结构的清洗。
将电芯组合起来——电芯涂胶
电芯组装前,需要表面涂胶。涂胶的作用除了固定作用之外,还能起到绝缘和散热的目的。CATL宁德时代采用国际上最先进的高精度的涂胶设备以及机械手协作,可以以设定轨迹涂胶,同时实时监控涂胶质量,确保涂胶品质,进一步提升了每组不同电池模组的一致性。

给电芯建个家——端版与侧板的焊接
电池模组多采用铝制端板和侧板焊接而成,通过机器人进行层压和端板、侧板焊接处理。
线束隔离板装配
焊接监测系统准确定位焊接位置后,绑定线束隔离板物料条码至MES生产调度管理系统,生成单独的编码以便追溯。打码后通过机械手将线束隔离板自动装入模组。
图:线束隔离板的安装过程
完成电池的串并联——激光焊接
通过自动激光焊接,完成极柱与连接片的连接,实现电池串并联。
下线前的重要一关——下线测试
下线前对模组全性能检查,包括模组电压/电阻、电池单体电压、耐压测试、绝缘电阻测试。标准化的模组设计原理可以定制化匹配不同车型,每个模块还能够安装在车内最佳适合空间和预定位置。
每个电池包包含了若干电池单元,与连接器、控制器和冷却系统集成到一起,外覆铝壳包装。通过螺栓自动固紧,由电气连接器相连,即使发生故障,仅需更换单独的模组即可,不必更换整个电池组,维修工作量和危险性大大降低,更换模组仅需把冷却系统拆解,并不涉及其他构件。
第三章:电池组的终极考验 电池组安全性测验
其实,电动汽车从最初的设计阶段就要通过各种方法,最大程度保证安全性。然而,再完美的设计还得经过实践测试的考量。在宁德时代,只有成功通过这些磨练的电池产品,才能被放行使用。
590摄氏度火烧测试
590摄氏度火烧电池是什么概念?我们知道金星的地面温度是464摄氏度,在这样的高温下,铅、锌等金属材料早已熔化。但是,电池组却要在这样的高温下进行“生存”挑战。
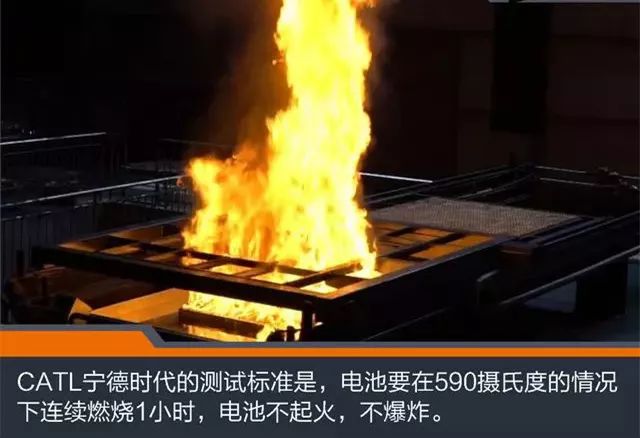
在安全性能方面国家的标准是外部燃烧130秒,电池不起火、不爆炸。然而,作为行业领军企业CATL宁德时代却有着更高的要求,不仅做到了外部燃烧130秒后电池依然可以正常工作,的国家标准,更达到了在590摄氏度的情况下连续燃烧1小时后,电池依然没有爆炸危险。
连续21小时振动试验
在日常用车当中,免不了要通过一些颠簸路面,电池产生的振动可能会引发质量不过关的电池产品固定不良,零部件松动,甚至外壳破裂最后引发安全失效的等情况。
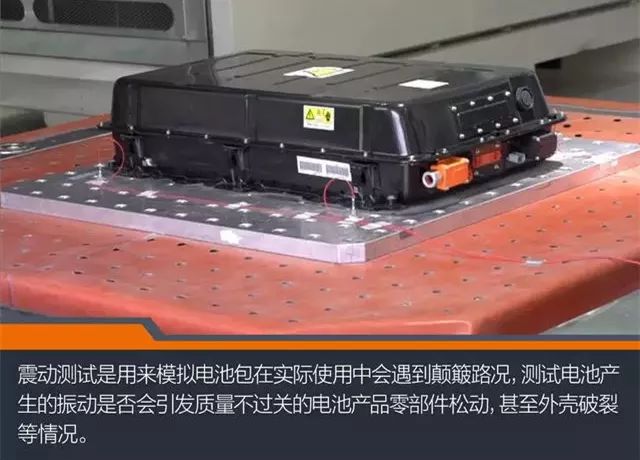
所以我们需要模拟车辆震动对电池包产生的影响。振动台用来模拟电池包在实际使用中会遇到的颠簸路况,环境箱用来提供不同的温度环境,充放电机则用以提供充放电的实际工作情况。这三部分组成了带温度带负载的振动测试系统,真实模拟了实车使用时的情景。
宁德时代的一座推力20吨的振动台,用来模拟电池包在实际使用中会遇到的颠簸路况,但其振动强烈程度更甚于实际路况。在试验中,电池包一秒钟要被振动200下,而电芯模组则要被振动2000下。更加严苛的是电池包需要在-30℃至60℃的环境条件下,连续随机振动21小时,这样可等效模拟数十万公里的行车疲劳情况。
加速度达到100G的撞击测试
与振动试验类似,冲击测试用以测试电池包的机械结构稳定,其模拟车辆通过路障时,瞬间颠簸对电池包结构的冲击。此外,在更换电池的过程中有万分之一的几率遇到电池跌落的情况。所谓不怕一万就怕万一,CATL宁德时代将电池从1米高度进行自由落体测试,且保证各项功能依然正常。
在宁德时代的冲击测试中,最高加速度可高达100G。要知道一般人的心脏承受的最大加速度为50G。而目前有记录的,人体能承受的加速度极限约为40G。在如此强烈的加速度冲击下,电池包依然运行正常。
最贴近真实事故的挤压测试
挤压测试用于模拟电池在交通事故时受到挤压的情况,随着电池变形程度的增加,正负极集流体会首先被撕裂。在短路点产生非常大的电流,热量集中释放,引起短路点的温度急剧上升,因此很容易引发热失控,进而引起起火或爆炸。

图:与现实车祸事故最为贴近的挤压测试
在挤压测试找那个电池包外壳出现了明显的变形,内部结构被破坏,电芯被内部零部件刺破,出现高压短路,造成热失控。对于挤压测试的通过标准一般是不起火、不爆炸。而宁德时代的电池产品,甚至可以再挤压变形的情况下,继续正常工作。
在宁德时代的挤压试验中,施加给电池包的力是十吨。12米大巴车重量为7吨,加上乘客和行李的重量接近10吨,也就是说这至少可以模拟一辆12米大巴车撞击时的挤压。
自此经过数不清的复杂加工工艺和检测测试流程,一块印有CATL LOGO的成品车用电池单元终于诞生了,但是对于质量的把控来说这并没有结束,为了把控在日常使用时的质量和品质,所有的成品电池和电芯都有自己独一无二的编码,如果未来那块电池甚至那颗电芯出现故障,可以追溯到那条生产线甚至那一批原料。对于电池这种带有一定危险性的产品来说,质量永远是最重要的一环。
目前CATL已经形成了从原料的开采到后期回收,一套完善的链条体系。而与宝马、奔驰等国际企业的合作关系,再次证明了其产品的优势。产品的稳定性和好口碑,是取胜的关键,但在新能源行业当中逆水行舟不进则退,未来需要不断推出有市场竞争力的产品,才能始终挺立在业界最高峰。
 |
 |
 |
|||
版权所有©广东省电路板行业协会/深圳市线路板行业协会
深圳市光明区凤凰街道东坑社区科能路(南延伸段)808号崇达大厦1501 邮编:518107
电话:0755-86605586/26054733 传真:0755-26054933 E-mail:lucy@spca.org.cn
行业协会服务投诉电话:0755-26054733 投诉邮箱:lucy@spca.org.cn
ICP备案编号:粤ICP备10072500号